轻松制造复杂的二维和三维照明组件
汽车照明应用曾以功能性为主,如今已成为风格与设计的关键元素,因此需要能够粘合多种塑料并实现无毛边、整洁接缝的装配技术。 艾默生的必能信焊接技术能帮助您应对这一挑战。 我们的激光、清洁振动及脉冲铆接连接与装配技术,具备连接更大且更复杂的三维部件的能力,这些部件可能包含精密传感器或嵌入式电子元件。


汽车照明应用

前照灯是安全驾驶的必备要素,其外部灯具(包括近光灯、远光灯和雾灯)可清晰照亮车辆前行方向,保障夜间及低光照或恶劣天气条件下的安全行驶。 越来越多的远光灯配备自适应驾驶光束(ADB)技术,在提升道路照明效果的同时,可动态调整光型以减少对对向车辆驾驶员的眩光干扰。 其他前部外部灯具包括转向灯、驻车灯或日间行车灯,以及时尚的灯带、徽标及装饰徽章。
相关产品




视频
Branson Plastics Welding Solutions for Automotive Lamp Assemblies
Branson Plastics Welding Solutions for Automotive Lamp Assemblies

Lighting & High Aesthetic Value Finishes Center Tail Lamp Assembly
Branson High Speed Laser Welding
Branson Vibration / Clean vibration welding

Branson GIX Infrared Welding Platform
常见问题解答
在技术进步、法规、安全标准和消费者偏好等方面的推动下,呈现出多种趋势,汽车照明行业的未来初现端倪。 表现突出的一些趋势包括:
采用 LED 灯:制造商逐渐弃用传统卤素灯和氙气灯,越来越多地采用 LED 解决方案,以便提高能效,延长使用寿命以及增强设计灵活性。
矩阵/自适应照明:矩阵式LED大灯和自适应照明系统可动态调整光束的方向、照射范围和亮度强度,在提升道路可视性与安全性的同时,有效降低对其他交通参与者的眩光干扰。
OLED 集成:采用轻薄且具有柔性的有机发光二极管 (OLED) 技术,为车内氛围灯、尾灯和显示系统的创新设计带来无限可能。
智能照明功能:汽车照明正从基础照明向智能化功能拓展,包括自适应远光灯、无眩光矩阵式前照灯、动态转向灯及迎宾灯光序列等创新应用。 这些智能照明功能可提高驾驶舒适性、安全性和美观性,同时与新兴的自动驾驶技术协同发展。
个性化和定制:消费者对个性化照明方案提出更高要求,车企积极回应,推出可定制的LED内饰氛围灯、变色装饰灯以及根据个人喜好量身定制的标志性灯光设计,以满足消费者的个性化需求。
艾默生必能信拥有一系列适用于汽车照明系统的焊接技术,包括:
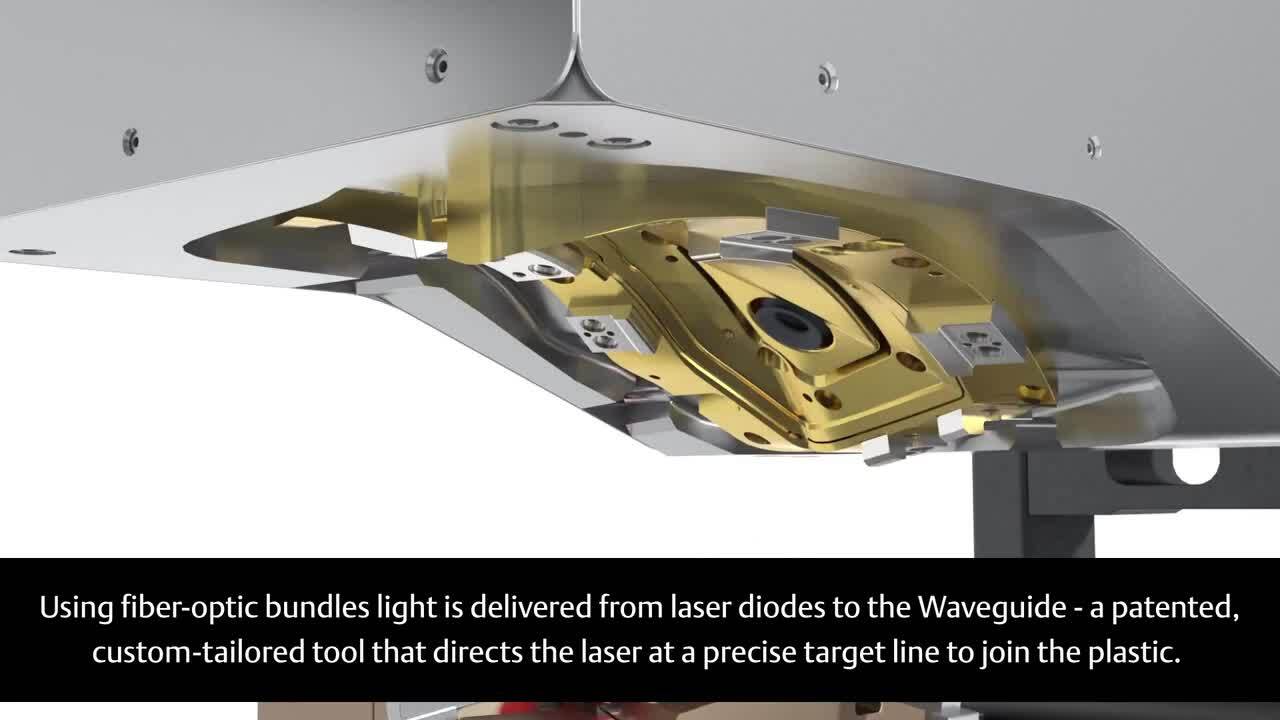
激光焊接:激光焊接技术利用激光束和基于待焊接产品订制的波导器,对整个焊接面的轮廓进行同步加热。 然后,将配合零件加压贴合,完成焊接。 即使部件具有非常复杂的三维几何结构,使用定制波导也可实现快速、高产能的大规模生产。
清洁振动摩擦焊接:清洁振动摩擦技术 (CVT) 是一种温和的两步式焊接工艺。 与使用剧烈的摩擦运动来加热上下部件焊接面的普通振动焊接技术有所不同,CVT 采用红外发射器来预热上下部件。 随后,预热后的部件在温和振动下加压,进而完成连接。 与激光焊接类似,CVT 可以焊接多种塑料材料,形成高强度焊缝,同时对零件施加最小化的应力与振动影响。
脉冲热铆:脉冲热铆技术可将多样化组件与注塑塑料结构精密连接,是将小型或易碎零件集成至汽车灯具总成的理想解决方案。 与可能损伤或熔化邻近零件结构的传统热加工工艺不同,脉冲热铆依赖特制焊头实现瞬时加热与冷却。 这种精确的热量控制使铆接紧密排列的零件时,完全避免热损伤风险。
红外:轮廓红外技术 (CIT) 是满足高机械强度需求、实现无颗粒焊缝的理想解决方案。 在CIT工艺中,两个待焊接部件被固定在红外发射板附近,仅对焊接区域进行预热,避免对内部组件造成损伤。 待材料软化后,移开发射板并施压将部件压合,使其在压力下冷却固化,最终形成高强度、无颗粒污染的洁净焊缝。
超声波焊接:超声波焊接通过高频超声波振动在接合界面产生摩擦热,使材料熔化并融合塑料零件。 超声波焊接快速高效,无需粘合剂或紧固件即可实现高强度气密密封。 它通常用于镜片盖、外壳及支架的焊接。
热板焊接:通过热板或加热板将部件的配合面加热至软化,随后加压贴合,使其在冷却过程中形成牢固连接。 热板焊接适用于连接大型或形状不规则的塑料部件,能够形成稳定、高强度的焊缝。
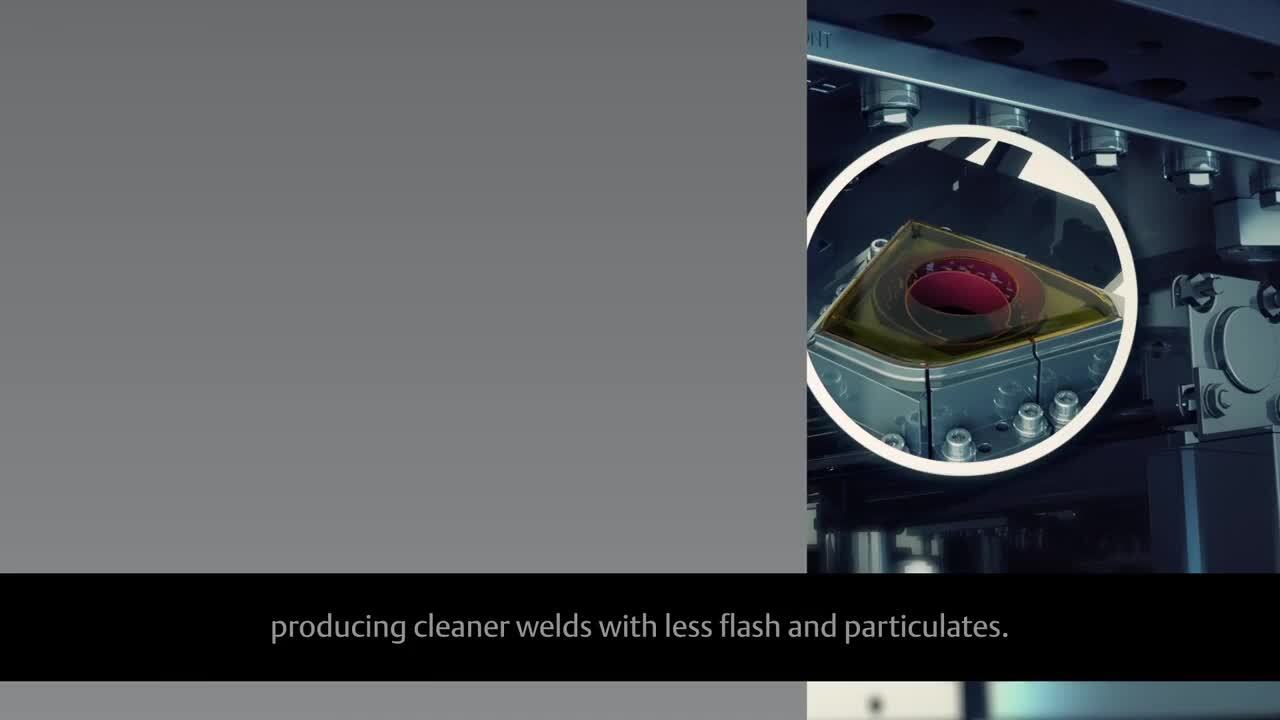
激光塑料焊接非常适合具有较高美观要求的高附加值应用,包括内饰灯和外饰灯。 激光焊接可形成坚固的气密密封,不会产生飞边或颗粒,可确保镜片清晰度和灯光分布的一致性,从而实现安全性和便利性。 激光焊接的接缝可实现平滑且无缝的轮廓,是打造独特产品造型的关键工艺。
艾默生提供两种必能信激光焊接工艺:同步透射红外激光焊接 (STTIr®) 和准同步激光焊接。
同步透射红外 (STTIr®) 激光焊接技术利用激光束和基于待焊接产品定制的波导器,对整个焊接面的轮廓进行同步加热。 然后,将配合零件加压贴合,完成焊接。 即使部件采用非常复杂的三维几何结构,使用定制波导器也可实现快速的批量生产。
“准同步”激光焊接技术通过可编程激光/反射镜组件扫描加热焊缝表面,从而轻松适配多样化的零件组合。 该工艺通过可编程激光/反射镜组件扫描加热焊缝表面,从而轻松适配多样化的零件组合。该工艺使制造商能够通过单一、灵活的焊接平台,完成各类二维零件、简单三维零件及小型组件的连接,而无需使用基于产品定制化的波导器。
激光塑料焊接技术和热板焊接技术广泛用于连接照明组件。 当振动或清洁振动摩擦技术不适用时,可利用热板焊接技术来焊接三维部件(例如尾灯总成)。 然而,由于以下几个因素,热板焊接逐步为激光焊接所取代:
相较于热板焊接,激光焊接技术在应用热能和利用电能方面具备更高精度。 激光焊接技术能够将热能精准集中于焊缝区域,确保塑料熔融深度和焊缝深度的一致性,精度可达0.1毫米级。 相比之下,热板焊接的热能作用深度更大,通常约为1.5毫米。 熔深差异意味着激光焊接可适配焊缝截面更薄的零件,或允许内部组件更靠近焊缝区域而不损伤零件。 此外,激光焊接可动态调整焊缝不同区域的热能强度,根据需求局部增强或减弱热量。 这是热板焊接的恒温工具难以实现的。
激光焊接技术比热板焊接技术消耗的能量也更少,因为激光焊接仅在焊接时才会消耗能量。 相比之下,即使处在待机状态时热板焊接的模具也必须持续加热,从而造成持续的能源消耗。
最后,激光焊接时间约为热板焊接的一半(因其熔融截面更薄)。 出于同样的原因,使用激光焊接的产品使用的塑料材料也较少,从而为制造商节省了材料成本。
塑料组件因具备替代金属重质部件的能力,在轻量化策略中发挥关键作用。 以下从汽车制造角度,解析轻量化与塑料装配的结合方式:
材料替代:相比钢或铝等传统材料,塑料具有更高的强度重量比。车企可显著降低整车重量,同时制造轻量化结构件(如车身框架、车门内板)、内饰装饰件及功能部件。
混合材料结构:塑料可与碳纤维、复合材料或铝材结合,形成混合结构,在强度、刚性与耐久性方面实现性能突破。
薄壁注塑成型:薄壁注塑技术通过减小零件壁厚(如仪表板饰条、底盘护板),在保持机械性能与尺寸精度的前提下,进一步降低重量。
结构塑料:高性能工程塑料具备高强度、高刚性及抗冲击特性,适用于制造车身结构件。 通过塑料焊接工艺实现结构塑料件的可靠连接,确保动态载荷下的完整性与耐久性。
集成化装配:塑料装配技术可将多个零件整合为单一组件(如集成传感器与支架的灯具外壳),减少整车零件与紧固件数量。 通过简化装配流程、缩短工时,同时消除冗余部件并减少材料消耗,实现轻量化目标。
总体而言,汽车制造的轻量化策略通过塑料装配技术,显著降低车重、提升燃油效率、减少排放,并增强整车性能,同时满足严苛的安全法规要求。